



Yüksek Hassasiyetli Paslanmaz Boru

Our weldrawn tube manufacturing process begins with cold rolled strip of metal, roll formed into tubular shape and seam welded without the use of any filler material. The as-welded tube is then reduced in size a number of times through various cold working techniques until reaching the exact size, tolerances, and temper our customers require.
After each cold working cycle the tubes are cut, cleaned and heat treated in preparation for the next cold working step. Before reaching final size, our weldrawn products will undergo a minimum of two draw cycles reducing their cross-sectional area by at least 40% after welding.
Our manufacturing process employs a combination of value-added steps to produce the highest quality tubing that meets the exact specifications supplied by our customer. Tubes can be created in a variety of different sizes and shapes from a wide range of alloys. A brief description of the operations we use during production can be found below.
Herhangi bir sorunuz varsa,Lütfen iletişime geçin sales@grandsteeltube.com
- Tarif
- Soruşturma
Tarif
Oluşturan & Kaynak
Hassas soğuk haddelenmiş şerit, Belirtilen kalınlık ve genişlikte yarık, bir dizi konturlu rulo standı ile beslenir. Bunlar şeridi aşamalı olarak boru şeklinde şekillendirir. Oluşturulan şerit daha sonra kaynak kutusundan beslenir, tek bir torcun bir Tungsten İnert Gaz kullanarak kenarları birbirine kaynaştırdığı yer (TIG) Kaynak İşlemi. Fine control over welding parameters – torch settings, Gaz akışı, Malzeme Hızı, ve saire – enables us to weld a wide range of specialty alloys while ensuring high integrity of the weld zone. Kaynak sonrası, Kaynaklı boru kabukları daha sonra nihai boru gereksinimlerine göre belirli uzunluklarda ve ağırlıklarda kesilir.
Pilgering
Sometimes used to process as-welded tubes, pilgering reduces the size of the tube across three dimensions – outside diameter (OD), internal diameter (ID) and wall thickness. We roll a die set with a tapered groove across the outside of the tube while supporting the inside diameter using a taper-matched, hardened steel mandrel. In a single cold working step, we can achieve a significant reduction in cross-sectional area while minimizing material loss and, most importantly, improving the material’s microstructure.
Tube Rolling
Like pilgering, tube rolling also uses compression to reduce the size of welded tubes. However, while pilgering uses a pair of grooved, tapered dies to work the metal over a tapered mandrel, tube rolling utilizes one or two sets of rolls with constant cross-section grooves on the circumference of the tube. Generally, the process employs a cylindrical mandrel with little or no taper. The rolls are driven by rack and pinion gears of different radii along profiled cams, completing multiple 360º rotations around the tube.
Tube rolling is a very precise method of reducing very thin walled and/or smaller diameter tubes, and is often used as the final cold working step. By rolling, we’re able to achieve exceptional control over dimensional tolerances and surface finish while also minimizing material loss and improving the metal’s microstructure. Because it uses compression, tube rolling is well suited to processing unique metals like titanium and zirconium alloys.
Our tube rolling capabilities include both classic 3-roll (single roll set) tube rollers and an advanced 5-roll (2 roll sets) approach that Baosheng Tube developed and patented.
Cold Drawing
Typically used for the initial cold work following welding, cold drawing reduces the diameter by pulling the tube through a die that is smaller than the tube. In order to fit the tube into the die, one end is ‘swaged’ or ‘tagged’ thereby reducing the diameter of the leading end before drawing. Next, the narrowed end is passed through the die and clamped to a drawing trolley which pulls the tube through the die. After drawing the ‘tag’ is cropped from the tube end prior to cleaning.
Baosheng Tube employs three types of cold drawing techniques:
Sink Drawing
This is the simplest of the three drawing methods, as there is no tooling to support the ID surface. The tube is drawn through a die made of polished tool steel or industrial diamond, thereby reducing its inside and outside diameters. Our specialized lubrication and application techniques, combined with our proprietary die profiles, enable the OD surface to become smoother as the tube is drawn. Since the inside diameter is not constrained, the wall thickness of the tube will normally increase during drawing, and the ID surface finish will normally become rougher during a sink draw.
Rod Drawing
Rod drawing is our most commonly used cold draw method, primarily for intermediate or in-process drawing stages, where both the outside diameter and wall thickness are reduced at the same time. The tube is loaded over a hardened steel mandrel rod and both are then drawn through a die. This squeezes the tube onto the rod, reducing the outside diameter and thinning the wall simultaneously. The die and mandrel determine the size of the drawn tube, which is then slightly expanded by applying pressure to the outside of the tube so that the rod can be removed. Since larger reductions in cross-sectional area can be achieved by rod drawing, this method is used for mid-process stages to reduce tube sizes prior to the final drawing cycle.
Plug Drawing
This type of drawing is used to achieve the best possible surface finish and the greatest control over both dimensions and final temper. The outside diameter and wall thickness of the tube are both reduced during plug drawing, as the tube travels through a die and over a stationary plug/mandrel made of high grade tool steel. The plug or mandrel has a polished surface and is attached to a fixed back rod, which is carefully positioned within the drawing die. The tube is loaded over the mandrel/back rod. As the tube passes through the die, the burnishing action of the metal flowing over the stationary plug imparts a high tolerance surface finish inside the tube.
When properly lubricated and prepared, the ID will show very few flaws and finishes of 16 RMS or better can be achieved. Plug drawing is normally chosen for the final draw stage because it achieves a high quality surface finish, exceptional dimensional control, and positive influence on tensile strength requirements.
Shaping
Our weld-drawn tubes can be produced in almost any profile. For further details please contact our product teams.
Degreasing-cleaning
As part of our efforts to develop and implement more environmentally friendly processes, Superior Tube eliminated the use of TriChlorethylene (TCE) as a degreasing agent in 2008, replacing it with an equally effective but safer solvent called n-Propyl Bromide (nPB). Due to increasing concerns and the risks associated with the use of TCE, we invested significant effort in searching for a safer solvent that would not compromise the exceptional product quality upon which we have built our reputation.
While our switch to nPB has been very positive for our business, we recognize that our responsibility to protect the environment is an on-going effort, and we are continuing our development efforts to further improve the safety and reduce the environmental impact of our tube cleaning processes.
Tavlama
Tavlama, daha fazla soğuk işleme veya imalat işleminden önce metali yumuşatmak için kullanılır, ve tüpün genel metalurjik mikro yapısını iyileştirir. Boru redüksiyonu veya soğuk çekme sırasında, Sert ve biraz kırılgan hale gelebilir. Tüpü tekrar çizebilmek için, Malzemeyi normal durumuna döndürmek için soğuk işlem sırasında oluşan gerilmelerin giderilmesi gerekir.
Tavlama sırasında tüp kontrollü bir sıcaklığa ısıtılır (up to 2100°F) ve ıslatma zamanı. Bu işlem sayesinde tüp şeklini korur, Ancak tüpün yapısındaki taneler düzenli bir gerilmemiş desene dönüşür. Elde edilen tavlanmış tüp daha yumuşaktır ve yeniden çizim için uygundur.
Yakından kontrol edilen tavlama ve ısıl işlem süreçlerimiz, nükleer ürünlerimiz tarafından düzenli olarak denetlenmektedir., tıbbi, ve havacılık müşterileri.
Doğrul -tma
Çekme ve tavlama genellikle bir dereceye kadar eğilme ile sonuçlanır, boruda hafif bir bükülme meydana geliyor. At Superior Tube we use multiple roll mechanical straighteners in the first stage of finishing. Düzleştirici, kıvrımları veya yayları gidermek için ürüne basınç ve esneklik uygular, resulting in a straightness level of 0.010” per foot, veya daha iyisi. Doğrultma, borunun boyutunda ve mekanik özelliklerinde küçük değişiklikler yapabilir, Bu nedenle, bu yönler süreç boyunca çok dikkatli bir şekilde kontrol edilir.
OD Parlatma/Taşlama
Müşterilerimiz tarafından belirtildiğinde, Çok başlı kayış taşlama makineleri kullanarak tüplerinin dış çapını parlatabilir veya taşlayabiliriz. Yüzeyin kozmetik görünümünü iyileştirmek için parlatma yapılır, parlak bir görünüm, Düzgün yüzey kalitesi. Bant taşlama, küçük kusurları ve kusurları ortadan kaldırmak için OD'den az miktarda metali çıkarmak için kullanılır, soğuk işlemden kaynaklanabilir. Hem parlatma hem de taşlama, nihai dış çapı ve duvar boyutlarını azaltır, Bu nedenle, son derece yüksek kaliteli bir yüzey kalitesi ile tek tip bir boyut sağlamak için hassas kontroller kullanılır.
ID Kumlama
Kumlama, ID yüzeyini koşullandırmak için kullanılır, OD yüzeyini taşlama koşullarına benzer şekilde. Aşındırıcı bir ortam, basınçlı hava kullanılarak borudan geçirilir, küçük soğuk çalışma kusurlarından arınmış düzgün bir yüzey kalitesi ile sonuçlanır. Kumlama, hem iç çap boyutunu hem de duvar kalınlığını değiştirebilir, Bu nedenle, tek tip bir boyut sağlamak için bir kez daha hassas kontroller kullanıyoruz. Son derece yüksek kaliteli bir yüzey elde edilir. Tahribatsız muayene ve muayene
Baosheng Tüpü Müşterinin siparişinin her yönünün karşılandığından emin olmak için sevkıyattan önce tüm boru partilerini inceler. Kurum içi denetim yeteneklerimiz şunları içerir::
- Alaşım kimlik doğrulaması (Pozitif Malzeme Tanımlaması, veya PMI)
- Görsel inceleme
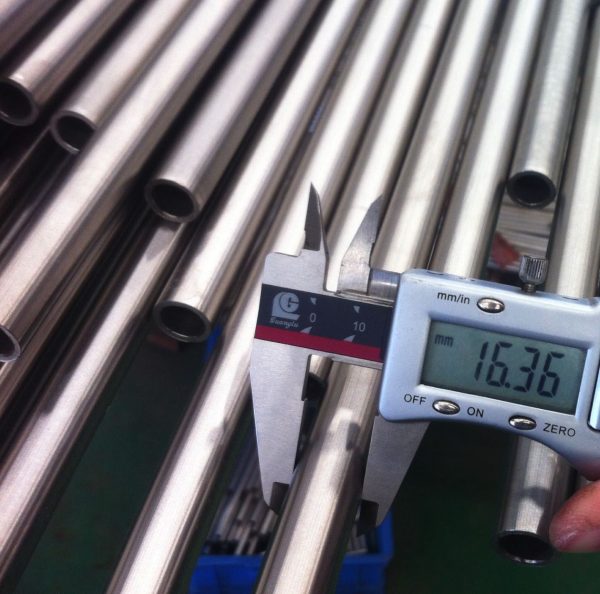
- Mümkün olduğunda lazer mikrometreler ve hava ölçerler gibi temassız teknikler kullanarak boyutsal inceleme
- Yüzey pürüzlülüğü testi
- Titiz standartlara daldırma ultrasonik test
- Çevreleyen bobin Girdap Akımı testi
- Boya penetrant muayenesi
- Hidrostatik basınç testi
- Patlama basıncı testi
- Tahribatlı mekanik ve metalurjik testler:– Akma Dayanımı– Üstün Çekme Dayanımı– Uzama– Rockwell ve Knoop Sertlik testi– Tane büyüklüğü için metalografik analiz, yapı, Mikro temizlik, ve kusurlar– Bükme gibi manipülasyon testleri, Düzleştirme, ve alevlenme
- Ayrıca, yukarıda listelenmeyen ek metalürjik testler yapabilen birkaç nitelikli bağımsız laboratuvarla çalışıyoruz, Müşterilerimiz tarafından talep edilmesi halinde
Tüm gönderiler, gerekli tüm test sonuçlarını gösteren ve sipariş gerekliliklerine uygunluğu doğrulayan tam bir Test Sertifikası içerir.
Damgalama/Etiketleme
Tüm ürünler gereksinimlerinize uygun olarak tanımlanacaktır. Pullar genellikle lot numaramız gibi bilgileri içerir, Hammadde ısı numarası, Boyutlar, Materyal ve diğer ilgili bilgiler. Birçok ürün için bu bilgi, partideki borunun uzunluğu boyunca çıkarılabilir mürekkeple işaretlenmiştir. Çok küçük veya çok ince olan ürünler için, Bilgiler, malzeme etiketlerine veya kutu etiketlerine dahil edilebilir.
Ambalaj
Düz çekme boru uzunlukları, nakliye sırasında herhangi bir hasar meydana gelmemesini sağlamak için ayrı ayrı kağıt veya plastikle kaplanabilir ve/veya benzersiz karton ara parçalarımızda paketlenebilir. Sarmal borular, borudan boruya teması önlemek için kağıt veya karton ayırıcılar kullanılarak yatay olarak paketlenir. Tüm borular, balmumu kraft kağıdı ile kaplı ahşap kasalarda paketlenmiştir, Üç duvarlı kil kaplı güçlendirilmiş kasalar, veya standart karton kutular. Tüplerin içine yabancı madde girmesini önleyen plastik uç kapaklar da istek üzerine temin edilebilir.
Sevkiyat
İstendiğinde, Rıhtımınıza sevkiyat ve teslimat ayarlayabiliriz, veya tüplerinizi üçüncü bir tarafa gönderin ve, İhtiyaç halinde, Hızlandırılmış gönderiler ayarlayabilir. Şu anda ihracat yapıyoruz 30 dünyanın her yerindeki ülkeler ve nakliye için uluslararası çerçevemiz olarak Incoterms'i® kullanıyor.
If you need more information,Lütfen iletişime geçin sales@grandsteeltube.com